 The objective of this standard document is to help ensure the safety offood for human consumption through adherence to good animal feeding practice at the farm level and good manufacturing practices (GMPs) during the purchase, handling, storage, processing and distribution of animal feed and feed ingredients for food producing animals.
The objective of this standard document is to help ensure the safety offood for human consumption through adherence to good animal feeding practice at the farm level and good manufacturing practices (GMPs) during the purchase, handling, storage, processing and distribution of animal feed and feed ingredients for food producing animals.
This standard applies to the production and use of all materials used for animal feed and feed ingredients at all levels in industrial, on farm or toll mills.
FIELD OF APPLICATION
This Standard Operating Procedures shall apply to all plants where animalfeeds are manufactured from the following segments of the industry: Industrial Feed Mills, On-Farm Feed Mills, Toll Feed Mills
REQUIREMENTS
Location of Feed Mills Potential sources of contamination should be considered when deciding where to locate feed establishments, as well as the effectiveness of any reasonable measures that might be taken to protect feed. Feed mills should be located in areas that are not exposed to undesirable levels of smoke, dust and other contaminants.
Feed mills should normally be located away from: Environmentally polluted areas and industrial activities which pose a serious threat of contaminating feed;
Areas subjects to flooding (unless sufficient safeguards are provided); Areas prone to infestations of pests or the presence of domestic and wild animals; Areas where wastes, either solid or liquid, cannot be removed effectively.
Industrial Feed Mills
These are feed plants with a minimum of five (5) tons per hour capacity and must be located in Industrial Areas.
On-Farm Feed Mills:
These Feed Mills are located on the livestock farms and are meant to produce feed for the farm stock. An On-Farm Feed Mill must be located at the entrance end of the farm and must be at least 200 meters away from the livestock production area(s) of the farm.
Toll-Feed Mills
Toll-Feed Mills necessarily service many livestock farmers. Since this has bio-security implications, it is therefore important that these Feed Plants must be located at least two kilometers away from livestock production activities.
Feed Mill Lay-out
The internal design and layout of feed mills should permit good hygiene practices, including protection against cross contamination. Activities should be adequately separated by physical or other effective means where cross-contamination may result.
Buildings and facilities should be designed to allow easy access for cleaning, including access to the inside of relevant equipment. There should be enough space to satisfactorily conduct all process operations and product inspections.
Where necessary, designated and appropriately designed storage areas for toxic, explosive or inflammable materials should be provided and located away from manufacturing, storage and packing areas.
A Feed Mill, be it Industrial, Toll-feed Mill or On-Farm must provide the following: Offices (for Reception, Warehouse Staff, Accounts Staff etc), Raw Materials Store, Mill or Plant (Hammer Mill, Mixers, Bagging facilities etc.), Finished Feeds Store, Cloak Room for Staff, Security Gate Office.
All Feed Mill Premises must have a: Distinct perimeter barrier Distinct and nominated gates for security and traffic control Foot disinfection dips at all entrances to the compound Tyre disinfection system for all vehicles entering the Feed Mill premises Cloak room for washing and clothe change for all workers
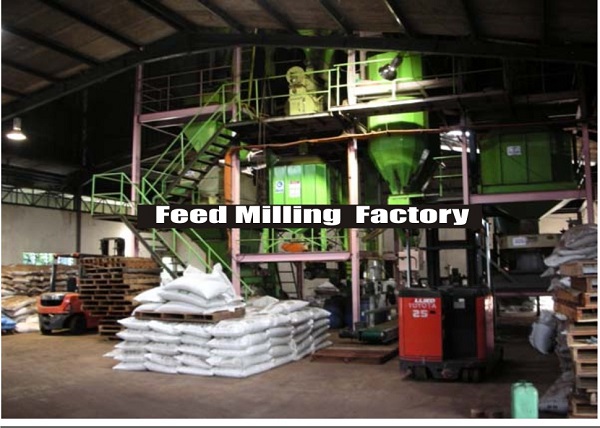
The Feed Milling Process:
The production process in the Feed Mill must be geared towards the production of high quality Feed devoid of chemical, physical and biological (e.g.mycotoxins) hazards. All raw materials and finished products must comply with Sanitary and Phytosanitary standards. Raw materials must be checked for contamination and adulteration.
For these reasons: Raw materials must be checked for contamination; Raw materials must be checked for weights; Raw materials must be checked for quality e.g. Color, Texture, Moisture content, Odor, after which a chemical assay to confirm compliance with the minimum standard specification for the material must be done;
Raw materials must be weighed to ensure they correspond to weights on formulation sheet for product; Finished products must be checked for texture, color, and odor, weight of bag, good stitch, clear labels and contamination;
All weighing scales must be properly calibrated and checked for standard; Feed Mills must use new bags for all products at all time. (Bags must not be recycled)
Waste Disposal and Management
All Feed Mills must be fitted with dust control systems installed in order to prevent environmental pollution; Waste from spilled raw materials, spilled finished Products and dust bags shall be dumped in Dump Sites approved by the Local Government;
Runoff water from factory should be contained and not allowed into public water course.
Warehousing? Materials Receiving Section: This must be located in an accessible area within the mill where trucks can pack unhindered and without obstructing traffic.
There should also be a loading or discharge bay with a shootout roof to allow discharge of materials or loading during bad weather.
Raw materials like Maize, Groundnut cake, Soya meal etc are to be stored here prior to issuance to the production section.
Modern facilities should have silos and bins which save a lot of space and ease transfer into bins for weighing and grinding.
All materials must be on wooden or metal pallets and typical stacking is 1 metric tonne per pallet, for ease of inventory auditing.
Materials stacked in Warehouses must have Identification Boards and there must be space between the wall and the stack to avoid moisture which may condense on walls during humid weather from being absorbed by grains and some other materials. Such materials (like grains and some offal materials) under pressure could ignite or undergo a spontaneous combustion leading to a huge fire.
The space between stacks of pallets should also provide space to spread tarpaulin cover for fumigation. Consideration must be given for adjustable shutters for fumigation of the Plant and Machinery.
It is important that materials be free of impurities. Weighbridges are required to weigh materials received especially in large operations, as it ensures fast and accurate weighing. When this is not available, platform scales shall be used to record weights.
Finished Products Store
Finished Products should be stored separately from unprocessed feed ingredients and appropriate packaging materials should be used to avoid contamination.
This may not be necessary when there is bulk handling as the finished products are discharged directly into delivery trucks.
The Finished Goods Store must be located in an accessible area of the Mill where Trucks can pack unhindered and without obstructing traffic when the goods are being loaded out of the Mill.
There should also be a loading or discharge bay with a shoot- out roof to allow loading during bad weather.
Bagged Finished Products must be stacked on wooden or metal pallets and there must be Identification Boards to differentiate the Products to avoid error during loading.
Products must not be stacked on the walls to avoid moisture which may condense on walls during humid weather from being absorbed by products.
Gangways must also be created in between stacks to allow human and forklift movement during loading.
Machinery
The Feed Plant consists of; The tipping bay, the hammer Mill, the mixer, the Pelleting machine (optional), the crumbling machine (optional).
The discharging area depending on the concept of the Mill (pre or post grinding) and the level of efficiency and automation, there may be Holding Bins attached to the different sections.
Tipping Bay
The Tipping Bay is the inlet to the Hammer Mill. Holding bins may or may not be attached.
There must be a Grill to control the flow of Materials and also hold back Metals, Stones and other unwanted Materials from going into the Hammer Mill.
Magnets must be installed to remove Metals that may be included in Materials.
This is to protect the Beaters of the Hammer Mill as well as the Screens from being damaged by the Metals.
Hammer Mill
The size of the Hammer Mill and the capacity of the Mixer determine the rating of the Feed Mill in metric tonnes per hour and this ranges from 250kg to 50 metric tonnes per hour.
The size of the sieve (screen) at the bottom of the shaft must take into account the desired particle size.
The number of beaters varies with the type of hammer mill
All pulleys holding belts must have belt covers to prevent injuries to operatives.
Belts must be of the appropriate size and dimension and must be regularly checked for tension and wears before commencing operations every day.
Where the hammer mill is buried, the pit should be covered up with strong wood or metal sheets.
Mixer
Mixer efficiency must be checked and documented on a quarterly basis. Mixing time should be established for each type of product mix. Flushing /physical clean up must be accomplished quarterly. There should be the use of separate lines when dis-similar products are processed. All Belt Drivers or Pulleys should have covers to prevent injuries to operatives if the belt cuts.
Horizontal Mixers must be covered with a grill to prevent accidents when materials are directly dumped into the mixer.
Discharge Point
The discharge section is the outlet of the mixed product. The size and scope is a function of the Feed Mill design. In integrated Commercial Operations, there are Holding Bins and
Automatic Discharge Scales of either 25kg or 50kg which are attached.
There must be a Sieve at the Discharging Point to hold back extraneous matters and materials that escaped grinding.
There must be Stitching Machines to stitch the Bags immediately after weighing and labeling to allow for proper stacking in the Finished Goods Store.
The dispersed weight must be cross checked.
Records and Record Keeping
Record Keeping is very important in the Feed Milling Industry. The Records to be kept should include: Raw Materials received Inventory of Raw Materials; Issuance of Materials for Production; Daily; Production Records; Products Transfer to Store; Sales by Products; Inventory of Finished Products
Quality Assurance
The steps of Quality Assurance in a Feed Milling outfit which also identify the critical control points are as follows:
Evaluation of Raw Materials at the entry point; This will determine the raw material specifications to apply while formulating.
In-Plant Quality Assurance – In House Materials should be used on First- In- First-Out (FIFO) and First Expiring First Out (FEFO) basis.
Continuous checks should be done to ensure that raw materials maintain the initial specification at the point of receipt.
There should be quarterly Pest Control for rodents and insects.
In- Process Quality Control steps shall includeStrict adherence to Formulations.
Accurate weighing of materials.
Weighing scales (where manual weighing is done) should be positioned close to Materials.
Weighing scales should be calibrated regularly to ensure accuracy.
Raw materials should be evaluated for spoilage or adulteration at the point of weighing and tipping.
Appropriate screens and beaters should be used for the product being manufactured.
Screens or sieves to be checked for breakage and proper alignment.
Efficiency of mixers should be checked.
Texture, color and odor should be checked at the discharging point.
Bagging of product shall be into clean and wholesome bags of 25kg or 50 kg sacks or other approved package weights.
Proper and appropriate labeling of products should be done to avoid product mix up.
Bags must be stitched properly to avoid spillage.
Post Production Control should include: Finished products must be palletized;
Stacking shall be by product type;
Labeling of stacks to prevent wrong loading of products.
Labeling of all packages shall be bold, the colour of which shall be different from the package materials.
The marking or print shall not degenerate, washed away or vanished on exposure, or by moisture or by handling.
Each package shall have the following information clearly written on the outside:- Type of food; Name and location of the manufacturer; Manufacturers trade mark(if any); Batch Number; Net Weight in Kilograms (kg); Date of manufacture and shelf life; Feed analytical values (Guaranteed);Chemical evaluation of product to confirm formulated; specification; Loading on First- In- First Out basis.
Continuous evaluation of Stored Products
Apart from the general critical control points plan listed above, each
Feed Plant must have an approved in-house Hazard Analysis and Critical Control Point (HACCP) plan that suits its specific operation.
Manpower Resources and Safety Issues Formulations shall be done by resident Registered Animal Scientist
All Feed Millsshall procure the services of a resident Registered Animal Scientist who specializes in Animal Nutrition
A Feed Mill shall have a Production Supervisor who shall be a Registered Animal Scientist.
All Staff must be provided with the necessary personnel protection equipment (PPE) which may include among others: Uniform and Overall; Nose Masks for all Production Staff; Safety Boots with Steel Nose; Goggles; Ear Muffs; Safety Helmets; Other Materials relevant for Plant and Personnel Safety to be installed in the Factory include Valid Fire Extinguishers, Sand Bucket and Water Points Adequately stocked First Aid Box and Medical Facilities
All rights reserved. This material, and other digital content on this website, may not be reproduced, published, broadcast, rewritten or redistributed in whole or in part without prior express written permission from KINGS COMMUNICATIONS LIMITED.